If you are comparing hot air welding and high frequency welding for PVC tarps, neither method is automatically better in every case. Both can produce reliable seams when the PVC structure, seam design, surface condition, pressure, and operator control match the job. The right choice depends on the tarp application, the seam length and shape, the required appearance, the waterproofing target, and how repeatable the seam must be across bulk production.
When I review a welded tarp order, I do not start with the machine name. I start with the material, the finished cover geometry, the stress points, and the inspection standard. A buyer who only asks which welding method is stronger may miss the real question: whether the chosen process fits the seam that will be folded, tensioned, exposed outdoors, or checked for leakage after production.
I. What the Two Welding Methods Actually Do to a PVC Tarp Seam
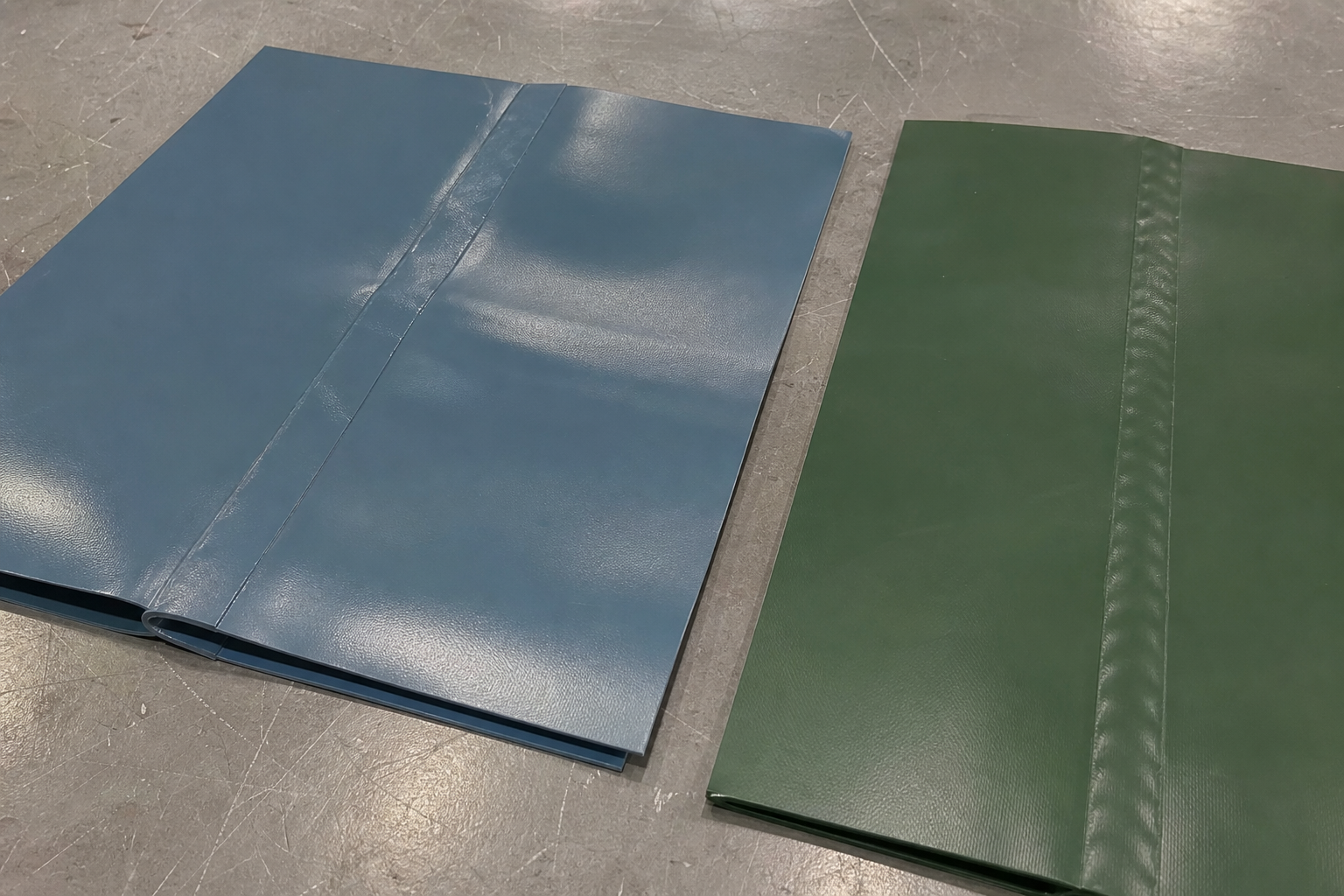
PVC tarp welding works by softening compatible coated layers and bonding them under pressure, but the heat source and process behavior are different. Hot air welding uses controlled heated air along the seam path, while high frequency welding uses electromagnetic energy and matched tooling to heat the material internally in the weld zone. In both cases, seam quality still depends on material compatibility, overlap design, temperature or power window, pressure, speed, and clean surfaces.
That is why I do not describe seam performance as a machine-only decision. The same PVC tarpaulin can respond differently when the coating formula, surface finish, reinforcement structure, or thickness changes. A neat seam line is useful, but it is not enough by itself if the seam later fails in folding, peeling, or edge stress.
For buyers, the practical takeaway is simple: compare welding methods as part of the whole tarp design, not as isolated technology labels. A method that looks more advanced on paper may still be the wrong fit for the seam geometry or production rhythm of your order.
I also pay attention to what sits next to the seam. Surface lacquer, dust, release residue, reinforcement layering, and hardware transitions can all change the welding window. A seam comparison that ignores those neighboring details may sound clear in a meeting but fail to predict the real production result.
II. When Hot Air Welding Is the Practical Choice
Hot air welding PVC tarp production is often the practical choice for long, straight seams and large finished panels. I see it used frequently where the cover layout involves long hems, perimeter build-up, or broad panel connections that need steady production flow rather than complex shaped tooling. It is also useful when the factory needs flexibility across different tarp sizes and when seam location must be adjusted to match cutting loss or roll width.

For many transport and industrial covers, the value of hot air welding is not only seam formation. It is process flexibility. Long truck tarp panels, large custom covers, warehouse dividers, and heavy-duty hems may all benefit when the operator can control travel speed, overlap, and seam direction without building a dedicated electrode for every variation.
That does not mean hot air welding hides mistakes. Surface contamination, poor overlap, unstable temperature, or weak pressure can still produce a seam that looks acceptable but peels under load. For projects such as flatbed truck tarps, I pay special attention to fold cycles, corner stress, and the transition between the main panel and the reinforced edge, because those areas see real service damage first.
Another reason I use hot air on some orders is adjustment speed during development. If the buyer changes panel width, hem build, or seam direction after the first sample, the production team can often respond faster than it can with tooling-heavy methods. That matters when the order is large, the size mix is wide, or the buyer is still refining the final construction around installation feedback.
III. When High Frequency Welding Is the Better Choice
High frequency welding PVC tarps can be a better route when the seam shape is more controlled, the tooling can match the geometry, and the buyer wants repeatable seam appearance across many identical parts. In practice, I consider it for shaped panels, cleaner edge definition, and assemblies where localized precision matters more than the flexibility of a long continuous seam line.

The advantage is not that high frequency welding magically makes every seam stronger. The advantage is that, on the right compatible material and the right tooling, it can deliver consistent heat distribution in the weld zone and a clean, repeatable seam boundary. That is useful when seam geometry, small-part repetition, or finish quality is under close review.
The limit is that not every tarp project needs it, and not every coated structure responds the same way. If the seam is long, layout-driven, or frequently adjusted between sizes, the tooling and setup logic can reduce the benefit. Buyers should therefore ask the manufacturer why the method was chosen for their exact design, not whether one process sounds more advanced than the other.
I also weigh the cost of being precise in the wrong place. If a project has many identical shaped parts, tooling repeatability can pay back quickly. If the project changes size often or relies on long continuous seams more than compact shaped joints, the extra setup discipline may add less value than buyers expect. The better question is where repeatability truly matters in the finished tarp, not which process sounds more technical.
IV. Compare Seam Quality by Test Method, Not by Machine Label
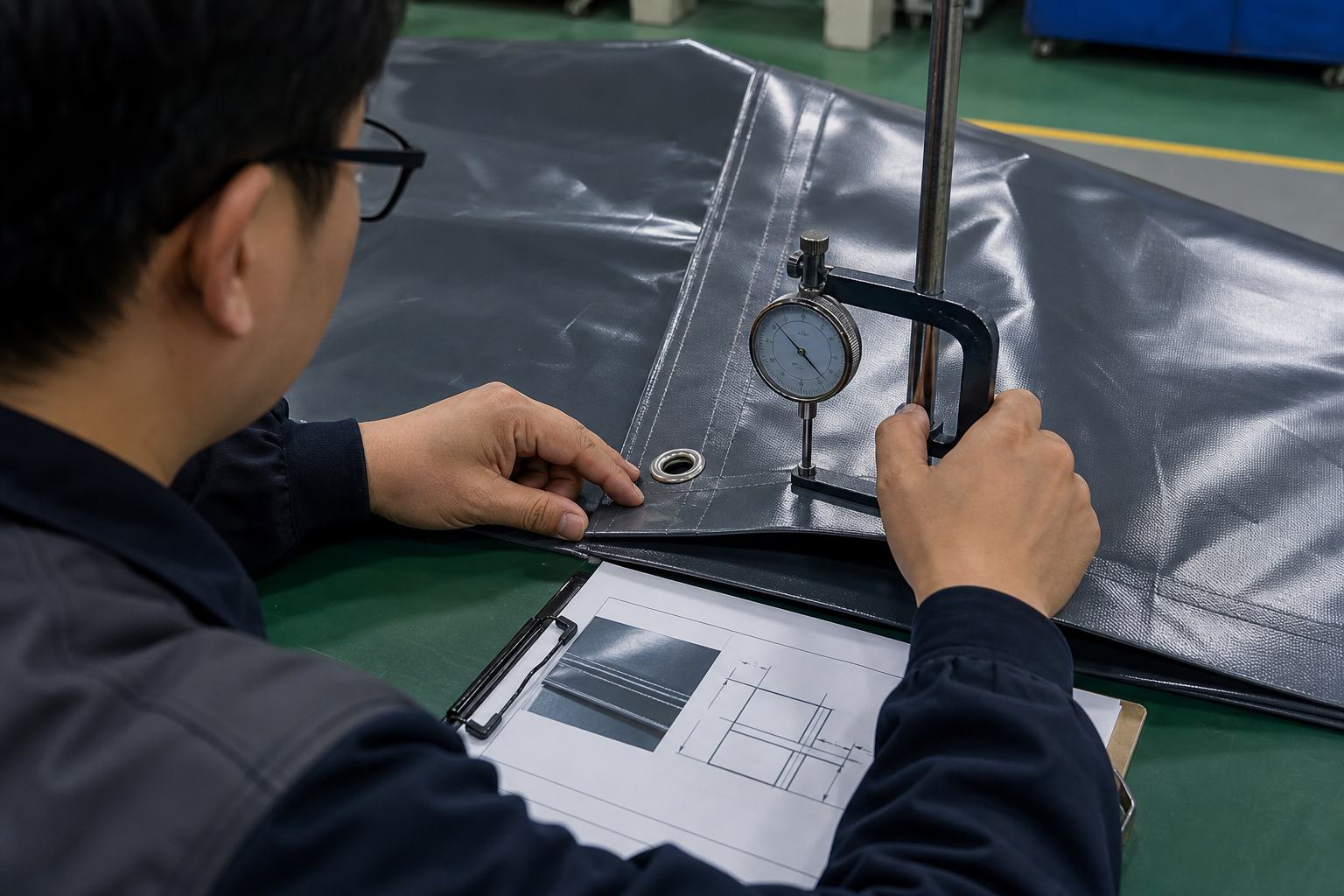
For B2B buyers, the safer comparison is seam performance. I would compare welded PVC tarp seams by how they hold in peel or shear checks, whether the overlap stays uniform, how the seam behaves after folding, whether the edge build remains waterproof, and whether hardware or reinforcement creates stress concentration next to the seam.
| Buyer checkpoint | Why it matters | What to confirm with the factory |
|---|---|---|
| Seam shape and length | Long straight seams and shaped localized seams do not need the same process window. | Drawing, overlap width, seam direction, and critical stress zones. |
| Waterproofing and leakage control | A seam can look clean but still leak if overlap or pressure control is unstable. | Sample seam, visual section, and any leakage or functional check required. |
| Fold and stress behavior | Truck, industrial, and export covers often fail after folding or repeated tension, not on day one. | Application cycle, fold direction, corner reinforcement, and attachment method. |
| Appearance and repeatability | Some projects need consistent seam lines across every unit, not only functional bonding. | Approved visual sample and tolerance for seam appearance. |
| Inspection method | Without a defined inspection path, “strong seam” stays subjective. | Sample approval, seam test logic, and the final quality-control checkpoint. |
In other words, a buyer should not sign off on “hot air welded” or “high frequency welded” as if that alone guarantees quality. The useful question is how the chosen method will be checked before the order ships.
For export orders, I also want the sample seam to be checked in the same stress direction the real cover will see. A laboratory-looking seam that is never folded, pulled, or loaded near hardware can give the buyer false confidence. The inspection path should match the service risk as closely as the factory can make it.
V. What Buyers Should Confirm Before Approving Welded Tarp Production
Before bulk production starts, I would ask the buyer to confirm the application, the target material or sample, the finished size, seam overlap, reinforcement zones, fold direction, edge construction, hardware layout, and any special performance requirement. That is the information that lets the factory choose between practical tarpaulin welding methods instead of defaulting to habit.
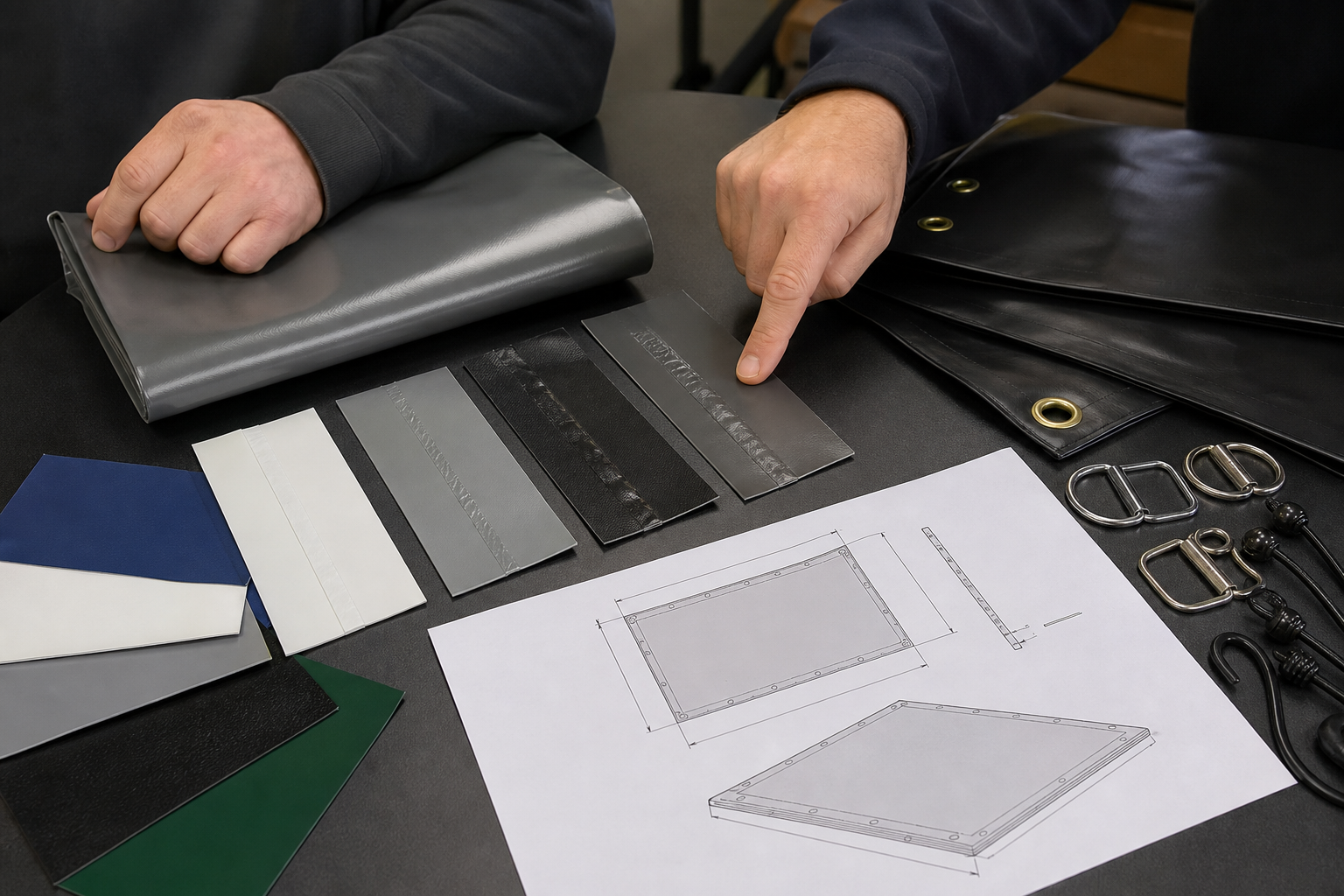
If the order is a standard industrial cover, the factory may already know the usual seam route. If the job involves shaped components, frequent folding, airtight sections, or unusual accessories, the sample stage matters more. For buyers sourcing finished custom-made tarps, the best practice is to approve the welded sample before the large batch is released and to record the seam logic in the drawing and production note.
Before production, prepare these details: application photos, target material or approved sample, finished size, overlap width, reinforcement zones, hardware layout, and the seam checks you expect before shipment. That one checklist helps the factory choose the right welding path and helps the buyer review the sample against the real order risk.
When the requirement is still unclear, send the application photos, size list, target GSM or current sample, and the seam concern through the contact page. A manufacturer that can explain why one welding route fits your tarp better than the other is far more useful than one that simply says both methods are available.
The reason this matters is simple: buyers do not purchase a welding method. They purchase a finished tarp that has to survive handling, installation, and service. The right production choice is the one that keeps the seam reliable in that real job, with a sample and inspection plan that proves it before bulk release.
Before approving the purchase order, I would also lock one seam reference sample with the exact overlap, edge build, and material combination that production will follow. That sample becomes the fastest way to resolve later questions about appearance, leakage, peel behavior, or repeat-order consistency. Without that reference, even a correct process name can leave too much room for interpretation during production.

