What are inflatable paddle boards made of? Most inflatable models are built around a drop-stitch core with coated, airtight faces. PVC rail bands close the perimeter, an EVA pad creates the standing surface, and valves, handles, D-rings and a fin interface complete the board. These components are assembled into one pressure-holding product; the material name alone does not determine the finished quality.
For B2B buyers, the important question is not simply “Is it PVC?” It is how the core, faces, rails, corners, valve and external fittings are specified, joined and tested as a system.
I. The Five Parts of an Inflatable SUP
An inflatable SUP is easier to compare when the pressure chamber, standing surface and external fittings are separated into functional groups.

| Part | What it does | What a buyer should verify |
|---|---|---|
| Drop-stitch core | Controls the distance between deck and hull faces when inflated | Yarn structure, finished thickness, dimensional stability and approved material reference |
| Coated deck and hull faces | Form the large airtight surfaces and carry the board outline | Textile reinforcement, coating system, surface consistency and compatibility with the joining process |
| Rail and corner system | Closes the pressure chamber around the board perimeter | Rail layers, overlap, corner path, heat/adhesive process and workmanship standard |
| EVA deck pad | Provides grip and identifies standing zones | Coverage, texture, bonding area, drainage, artwork and batch adhesion check |
| Valve and external fittings | Enable inflation, handling, connection and tracking functions | Position, reinforcement, model confirmation, service access and project-specific acceptance |
The table shows why two boards described with the same headline material can perform differently. The weak point may be in a rail corner, valve patch or attachment zone rather than in the center panel.
II. How Drop-Stitch Material Keeps a Paddle Board Flat
Drop-stitch material—also called double-wall fabric in some specifications—uses two textile faces connected by many internal yarns. As air pressure pushes the faces apart, the yarns limit their separation. This allows the inflated product to form a relatively flat panel instead of becoming round like a conventional tube.
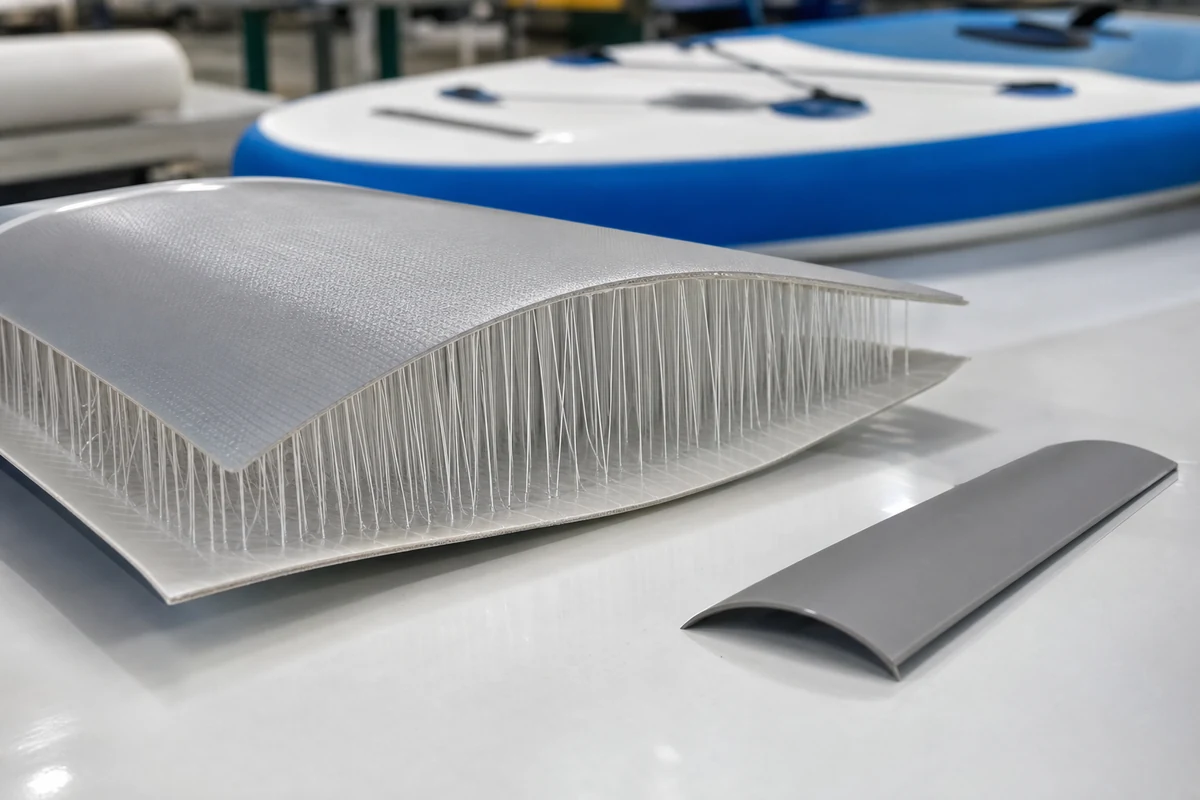
The internal structure sets the basic height and influences dimensional control, but it is not a complete board by itself. The faces still need an airtight coating or film system, and the perimeter must be closed with rails that follow the board shape.
In production, we look at the drop-stitch material and the finished rail together. A material that works for an inflatable dock or boat floor may belong to the same product family, but a SUP can require a different thickness, outline, surface, weight objective and fitting layout. Reusing one finished specification across all applications is a sourcing shortcut, not an engineering conclusion.
III. Is an Inflatable Paddle Board Made of PVC or Fabric?
It is usually both. The load-carrying structure includes textile reinforcement and internal yarns, while flexible PVC provides the coated or laminated surfaces used to hold air and form the exterior. Calling the entire board “PVC” is convenient, but it hides the textile structure and the way different layers are combined.
An inflatable paddle board material specification should separate the textile reinforcement, coating or film, rail bands and local reinforcement instead of listing only “PVC.” Terms such as single layer, dual layer, fusion, laminated and welded are used differently across brands and factories. A layer count may include a textile, coating, film, adhesive or reinforcement strip, so the number alone is not a reliable comparison.
Ask for a section drawing or bill of materials that identifies:
- the drop-stitch base structure;
- the deck and hull face construction;
- any additional reinforcement layer;
- the rail and corner build;
- the joining method used for the approved material;
- the valve and attachment reinforcement;
- the finished sample test plan.
This turns a marketing label into a specification that a factory can reproduce and a buyer can inspect.
IV. How Are Inflatable Paddle Boards Made?
The exact production route changes with the material and board design, but the sequence normally follows six controlled decisions.

1. Freeze the Board Specification
The factory confirms the outline, dimensions, thickness, pressure target, intended use, deck zones, fitting positions, artwork and accessory scope. If these items remain open, later sample changes cannot be traced reliably.
2. Prepare and Cut the Pressure-Holding Panels
The approved drop-stitch material is checked against the project reference and cut to the board outline with the required process allowances. Artwork and surface orientation need to match the drawing.
3. Close the Rail and Corner Path
Sidewall components are joined around the perimeter to create the pressure chamber. Power or temperature, pressure, time, overlap, surface cleanliness and previous heat exposure can all change joint quality. The correct process window must be set for the actual material and joint geometry.
4. Install the Valve, Deck and Fittings
The valve zone and any handle, D-ring, fin or leash attachment require controlled positions and reinforcement. EVA is bonded only after its coverage, edge path, graphics and no-bond zones are defined.
5. Inspect the Finished Sample
The sample is checked for dimensions, inflated shape, seam appearance, fitting location, surface finish and the agreed pressure-retention protocol. Appearance alone cannot prove airtightness or structural consistency.
6. Transfer the Approved Baseline to Bulk Production
The approved drawing, material reference, process record, artwork and acceptance checklist become the batch baseline. This is the step that prevents an acceptable sample from turning into inconsistent bulk production.
V. Where Inflatable SUP Construction Fails
Inflatable paddle board construction should be evaluated as a pressure-holding system, not as a list of materials. Material defects are only one possible cause of a failed board. Common risk paths include:
- internal yarn damage or dimensional change causing a local bulge;
- rail or corner separation after repeated pressure, folding or heat exposure;
- slow pressure loss through the material, seam, valve or attachment interface;
- a handle, D-ring or fin area concentrating load outside its reinforcement patch;
- EVA lifting because the surface preparation, adhesive system or folding direction was not controlled;
- artwork, labels or accessory kits changing between the approved sample and bulk batch.
When a pressure problem appears, I do not start by blaming the center material. We first define the test conditions, then isolate the material, rails, valve, attachments and finished geometry. This sequence is faster than replacing one component without proving the leak path.
The same logic should be recorded in the supplier’s quality-control process: what was checked, under which conditions, against which approved reference and with what action if the result was outside the limit.
VI. What B2B Buyers Should Ask a SUP Supplier
Use these questions before comparing quotations:
- What is the actual cross-section of the drop-stitch core, faces and rails?
- Which dimensions and fittings are fixed in the approved drawing?
- Which joining process is used for this material and rail geometry?
- How are valve, handle, D-ring, fin and leash zones reinforced?
- What starting pressure, temperature, hold time and allowable change define the pressure-retention test?
- Which checks are performed on the sample, and which are repeated during bulk production?
- How are material lot, artwork, color and accessory version controlled?
- Which certificates or test reports apply to this exact product and target market?
- What changes require a new sample approval?
- Who is responsible for the board, accessories, packing and final shipment inspection?
A supplier who can answer these questions with a drawing, material reference and inspection record gives the buyer more useful evidence than a page that only uses an undefined durability label or says “premium double layer.”
VII. FAQ About Inflatable Paddle Board Materials
What Are Stand Up Paddle Boards Made Of?
The question “what are SUP boards made of?” includes both rigid and inflatable products, which do not share one construction. This article focuses on inflatable boards: drop-stitch textile structure, airtight coated faces, perimeter rails, an EVA deck and fitted components. A rigid-board specification should be evaluated separately.
Are inflatable paddle boards made of vinyl?
Many are described as vinyl or PVC, but the finished board also contains textile reinforcement, internal drop-stitch yarns, rail components, EVA and external fittings. “Vinyl” alone is not a complete construction specification.
What is drop stitch in a paddle board?
Drop stitch is the internal textile structure that connects the deck and hull faces. The yarns control the distance between those faces during inflation, allowing the board to form a flat panel.
Is a double-layer SUP always better than a single-layer board?
Not automatically. Layer names are not used consistently, and more layers can change weight, stiffness, cost and processing. Compare the actual cross-section, rail build, sample data and intended use instead of the label alone.
How are inflatable paddle boards made airtight?
The coated faces limit air passage through the material, while the rails close the perimeter. The valve and all attachment interfaces also affect pressure retention, so airtightness must be evaluated on the complete board.
Are inflatable SUPs easy to puncture?
Puncture risk depends on the face construction, surface damage, pressure, handling and operating environment. A useful supplier discussion should define the material and inspection method instead of promising that a board cannot be punctured.
How long does an inflatable paddle board last?
There is no responsible universal lifespan. Material structure, seam quality, pressure, UV and heat exposure, folding, storage, cleaning, repair history and use frequency all affect service life.
What should be tested before a bulk SUP order?
At minimum, confirm the agreed dimensions and appearance, rail and fitting condition, inflated shape, pressure-retention protocol, artwork, accessories and packing against the approved sample. Additional tests depend on the product, market and buyer requirements.
VIII. A Material Name Is the Start of the Specification
Inflatable SUP construction begins with drop-stitch material, but finished quality is decided at the interfaces: faces to rails, rails through corners, valves and fittings into reinforced zones, and the approved sample into repeatable bulk production.
For a sourcing project, ask for the cross-section, drawing, process route and measurable acceptance plan. That evidence is more useful than counting marketing layers.
Planning a wholesale or private-label SUP program? Contact our factory with the intended use, board dimensions, artwork, fitting list and required test conditions so the construction can be reviewed before sampling.

